2.1.1 材料设定
考虑到气囊工具头的内、外层橡胶属于非线性材料,在分析和计算其力学性能时,利用有限元软件ANSYS Workbench建立材料模型时,通常可采用二参数的Mooney-Rivlin模型:
W=C10(I1-3)+C01(I2-3),(3)
其中:W为应变能密度; I1、I2为与拉伸比A有关的第1和第2格林应变不变量; C01、C10为正定常数,可由单轴拉伸实验求解得到.
基于式(3)可推导出简单拉伸的应力-拉伸比曲线的理论形式:
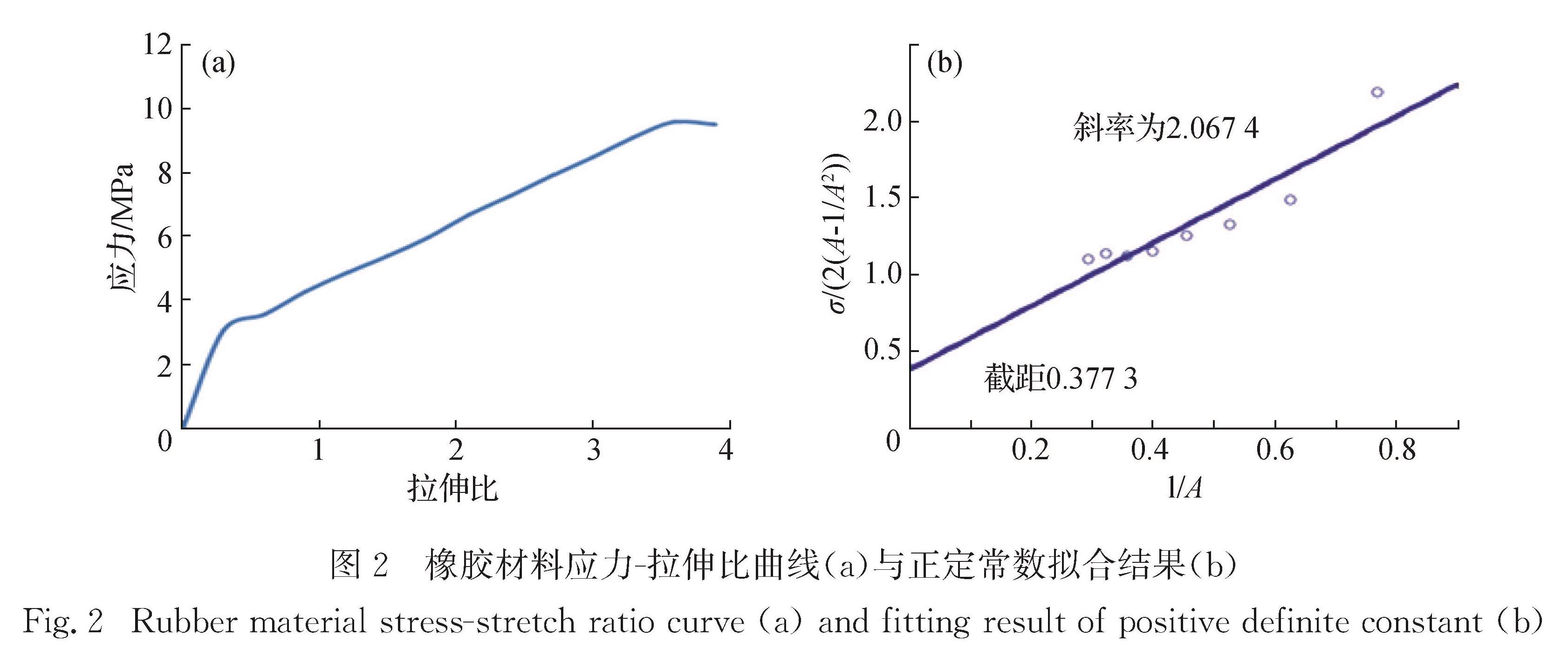
σ/(2(A-1/A2))=C10+(C01)/A,(4)其中:σ表示拉伸比为A时的工程应力值.由式(4)可知,σ/[2(A-1/A2)]与 1/A成线性关系,且斜率为C01, 截距为C10[8].通过单轴拉伸试验机对气囊工具橡胶材料进行单轴拉伸试验得到橡胶材料的应力-拉伸比曲线,如图2(a)所示.根据式(4)对其进行拟合,得到图2(b),即可得出气囊工具头橡胶材料的正定常数C01=2.067 4 MPa、C10=0.377 3 MPa.气囊工具头内、外层橡胶的厚度分别为2和5 mm,橡胶材料的密度和屈服强度分别为1.4 g/cm3和25 MPa.
图2 橡胶材料应力-拉伸比曲线(a)与正定常数拟合结果(b)
Fig.2 Rubber material stress-stretch ratio curve(a)and fitting result of positive definite constant(b)
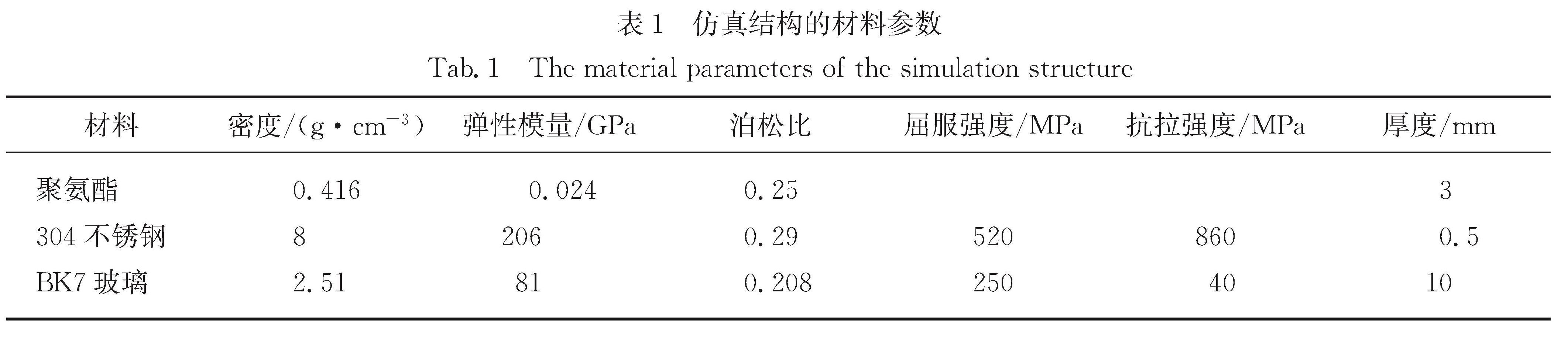
抛光光学元件时,一般使用聚氨酯作为抛光材料层,304不锈钢以其良好的机械性能与物理性能被作为金属层的材料[9],实验中以光学系统中常采用的BK7光学玻璃作为被加工对象,详细参数见表1.
表1 仿真结构的材料参数
Tab.1 The material parameters of the simulation structure
2.2 气囊工具头仿真与实验结果对比分析
为获取气囊工具头下压时实际接触压强分布和抛光正向力的情况,设计如下定点静态加载下的接触压强分布和抛光正向力的测量实验.
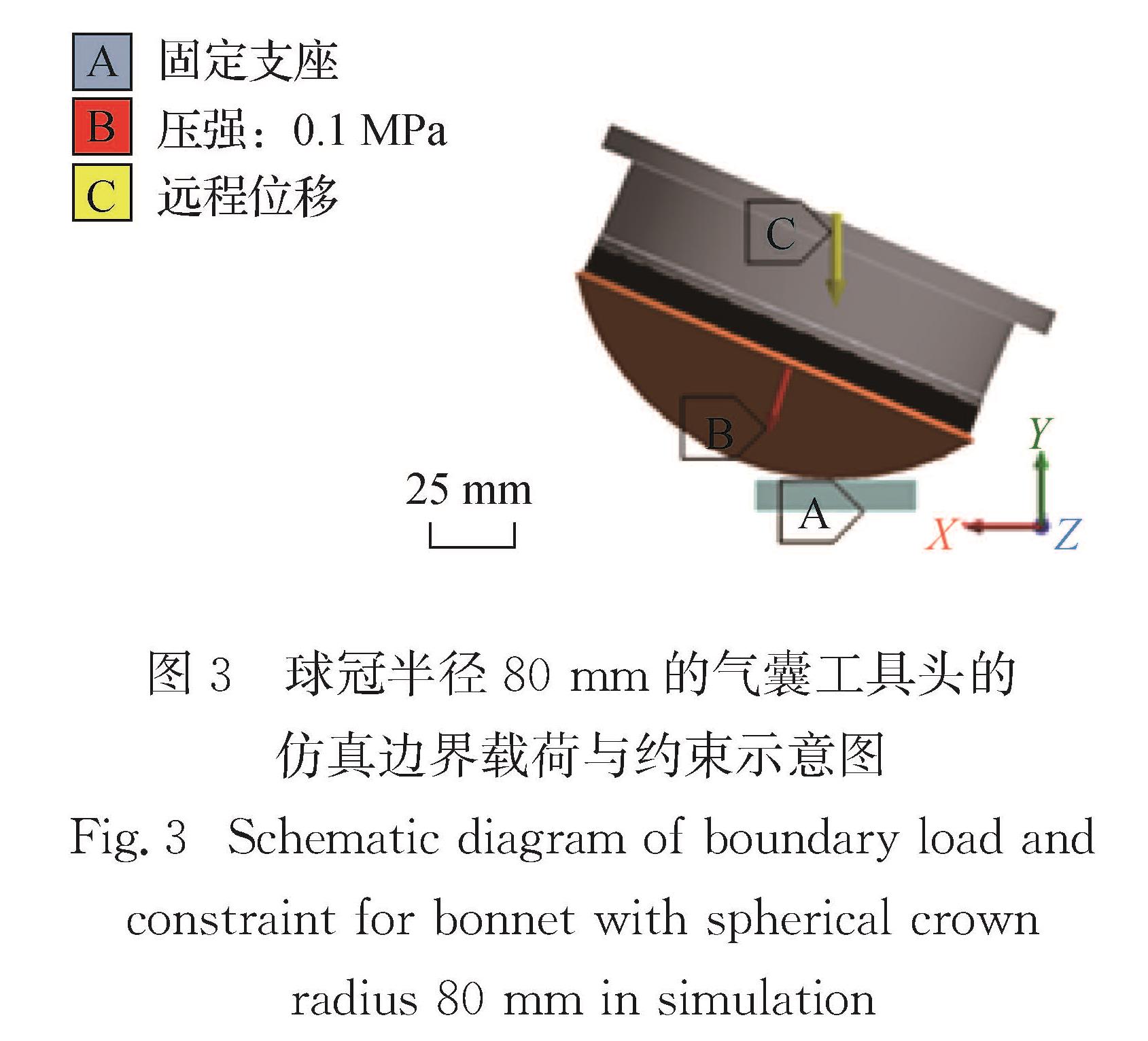
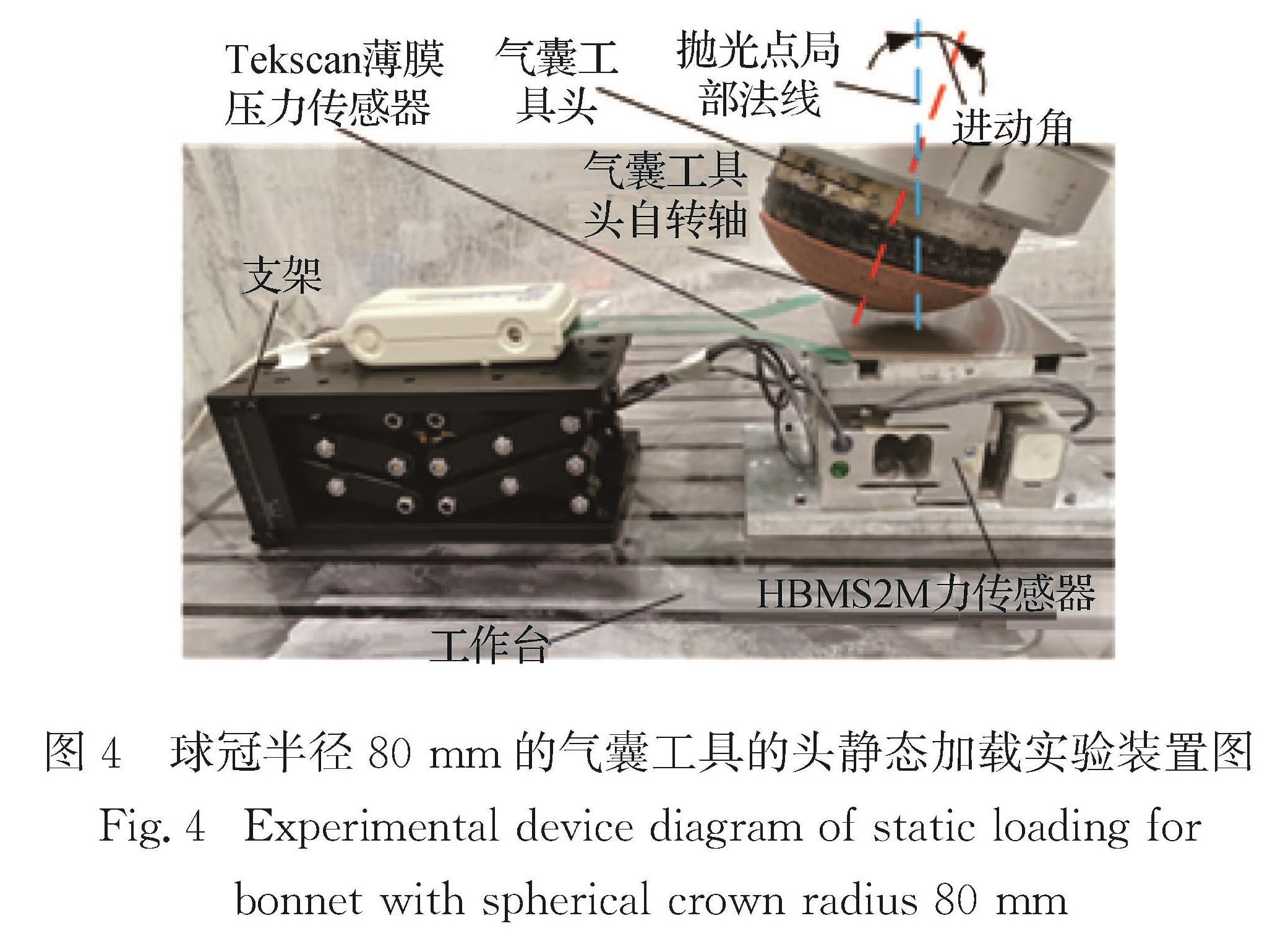
1)将球冠半径80 mm的气囊工具头安装在机器人末端,内腔通入0.1 MPa的恒定气压,摆动气囊工具头使之保持23°进动角的进动姿态; 2)将HBMS2M力传感器用于测量抛光正向力,固定在气囊工具头抛光接触区正下方的工作台上后,Tekscan薄膜压力传感器用于测量接触压强分布情况,选择3000 PSI的薄膜感测片(饱和压力1.002 86 MPa),将其直接放置在HBMS2M力传感器的上表面,调整感测片的中心尽量位于抛光接触区; 3)对刀:将气囊工具头垂直下移慢慢靠近传感器,当两种传感器正好要出现读数时停止下移记录垂向坐标值,完成对刀; 4)以 0.1 mm为间隔进行0.6~2.4 mm下压量的测量实验,记录每一个下压量对应的接触压强分布和抛光正向力数据,实验装置如图4所示.
图4 球冠半径80 mm的气囊工具的头静态加载实验装置图
Fig.4 Experimental device diagram of static loading for bonnet with spherical crown radius 80 mm
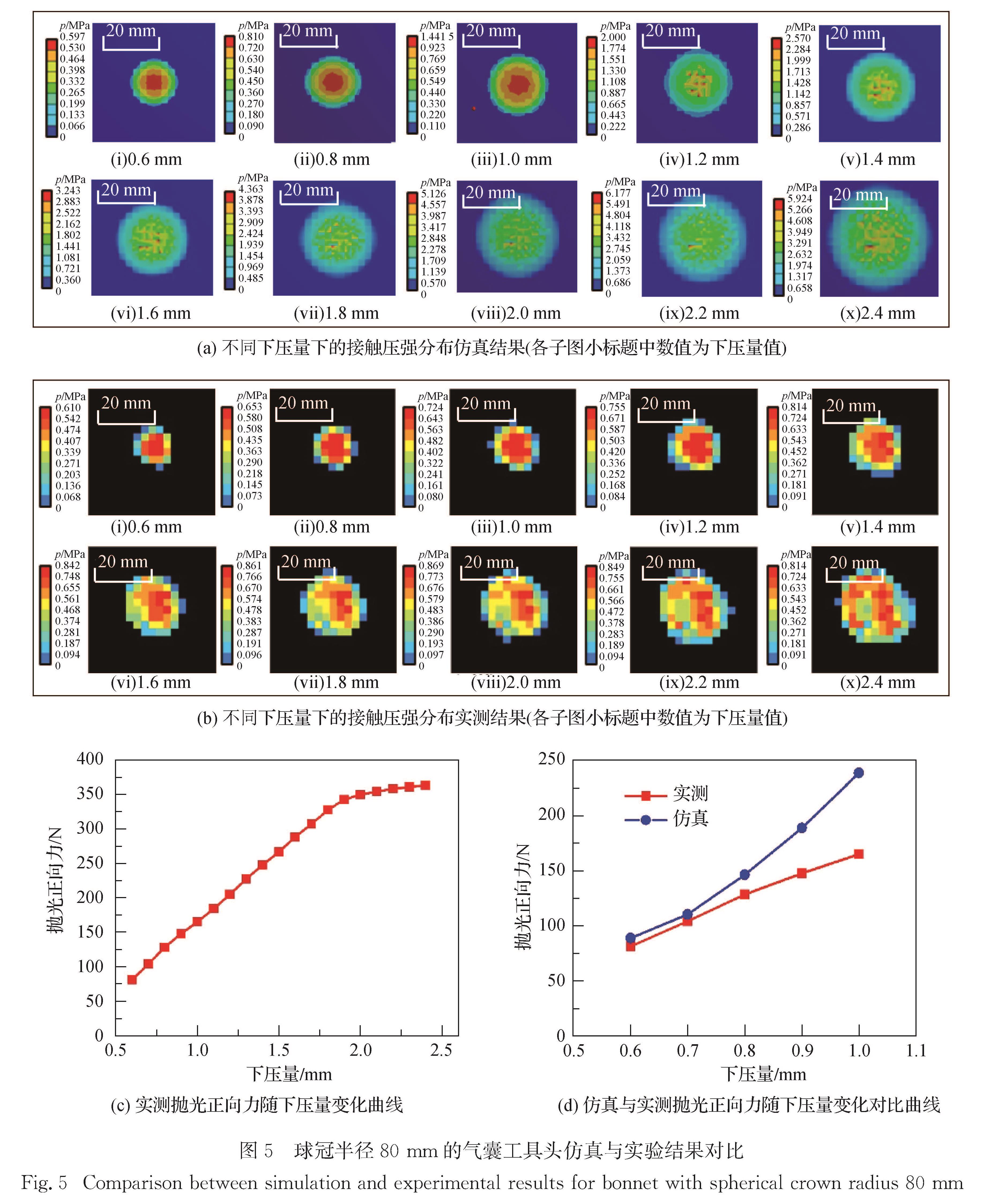
80 mm球冠半径的气囊工具头仿真与实验结果对比情况如图5所示.由图5(a)和(b)可知,随着下压量的增大,接触面积不断增大,当下压量为0.6~0.8 mm时,仿真与实际得到的抛光正向力、接触压强分布情况比较一致,且接触压强分布较规律,呈中间大逐渐向边缘匀滑变小的类高斯型,便于控制实现确定性加工[6].但同样下压量下,仿真接触区直径比实验接触区直径略大,这是由于实际下压时气囊工具的接触区与非接触区是圆弧过渡加载在工件表面导致实际接触面积缩小; 下压量在1.0~2.4 mm时,随着下压量增大,仿真与实际得到的接触压强的分布趋势相似,均逐渐变得紊乱,且随着下压量增大,仿真与实际得到的抛光正向力的趋势有所差异.根据实际情况分析有两方面的原因:
1)随着下压量增大气囊工具头的球冠变形也必定变大,实际使用中当下压量达到该球冠尺寸的气囊工具头所能适应的值,气囊工具头会因金属层变形逐渐内凹[11],引起接触压强分布发生变化,由图5(b)即可得到当下压量超过0.9 mm后,接触压强开始逐渐从类高斯型分布转变为月牙形型的分布直至分布紊乱,这将不利于控制气囊工具实现确定性加工.且由图5(c)得到实际测的抛光正向力随着下压量的增大逐渐趋于平稳,这是因为当出现内凹时气囊工具头的接触区域已从圆形面接触趋于圆周线接触,而在实际中当气囊工具头发生严重内凹时会令气囊工具发生不可修复的损坏,所以加工过程中要避免出现该情况发生; 2)有限元仿真计算中,当材料未超过强度极限前难以反映出因金属层严重变形而引发的实际变化,只会求解因下压量增大引起的接触面积的增大,进而得到抛光正向力与接触压强的大小也随之持续增大的结果.
图5 球冠半径80 mm的气囊工具头仿真与实验结果对比
Fig.5 Comparison between simulation and experimental results for bonnet with spherical crown radius 80 mm
因此,实际加工中气囊工具头的下压量加载要与其球冠半径尺寸相适应才能获得较规律的类高斯型接触压强.又由图5(d)可知:以球冠半径80 mm气囊工具头为例,实验验证下压量在0.6~0.8 mm时,仿真得到的抛光正向力与实测的误差在14%以内,下压量在0.9 mm时,误差为27.8%; 而下压量超过0.9 mm后,由于实际气囊工具头逐渐内凹导致仿真得到的抛光正向力与实测的误差逐渐超过27.8%.这说明所建立的仿真模型在与气囊工具头球冠尺寸相适应的下压量加载时具有一定的可行性.
3 适应超大口径光学元件抛光的气囊工具头仿真设计
3.1 平均压强一致性原则
根据式(1)和(2),与小尺寸气囊工具头相比,在通过控制除速度和压力以外的抛光条件一致来保证比例常数k不变时,对于超大口径元件去除效率的提高,可通过扩大单位时间内的抛光接触区的面积,提高气囊工具头的转速,提高接触压强等方式实现[7].由于提高气囊工具头的转速必将对其动力装置的性能提出更高的要求,且会加快工具的磨损,所以可通过改善气囊工具头的结构使之能够适应在大下压量下的超大口径元件加工,以获得大的抛光接触区域与接触压强来保证其具备与小尺寸气囊工具头等效的抛光效率与能力,由此本文提出基于平均压强一致性原则来优化设计气囊工具头的结构,平均压强Pav如式(5)所示.
Pav=(∫P(x,y)ds)/(∫ds)=F/S=F/(πr2)=
F[π(R2-(R-H)2)]-1,(5)
其中:S为抛光接触区的面积; r为圆形抛光接触区的半径,r2=(R2-(R-H)2)[12]; R为球冠半径.
由于不同半径尺寸的气囊工具头可适应的最大下压量不同,即产生的抛光斑尺寸也不同[13],则由式(5)可得,气囊工具头的半径增大N倍,相适应的下压量增大N倍,抛光接触区半径也增大了N倍,则接触区的面积增大N2倍.因此,在保持平均压强Pav与球冠半径80 mm的气囊工具头一致的情况下,气囊半径增大N倍,抛光正向力也需要增大N2倍,这就要求增大尺寸的气囊工具头对力的适应性要相应提高,所以可依据球冠半径80 mm的气囊工具头的结构放大球冠半径尺寸,通过优化设计气囊工具头结构及其参数来保证其性能.
3.2 基于平均压强一致性原则的大尺寸气囊工具头优化设计
气囊工具头球冠部分是加工使用的最主要部分,也是优化设计的关键对象,其主要结构参数有球冠半径尺寸、内外橡胶层厚度及材料、金属层厚度及材料.又因为气囊工具头基座部分只是起到固定连接各部分结构的作用,考虑到计算机计算能力有限,所以在创建大尺寸气囊模型时只取球冠部分进行分析,将大尺寸气囊工具头带入所建立的仿真模型中获取接触压强、抛光正向力、各结构受力变形与应力等情况对其进行优化设计,相关参数的设计如下:
1)为了保持工具与非球面工件表面的适配,通常要求工具的口径大约为加工件全口径的1/10~1/5[14].以球冠半径80 mm的气囊工具头在实际加工过程中可满足半米口径元件的生产效率要求为依据,将所设计的大尺寸气囊工具头球冠半径尺寸定为320 mm 以满足高级光学系统中1~2 m超大口径非球面光学工件表面的抛光要求; 2)大尺寸气囊工具头各结构可选择与球冠半径80 mm一致的材料; 3)金属层的性能对球冠的使用情况影响较大,作为重点优化对象,初始厚度设计成与球冠半径80 mm的气囊工具头一样的厚度,即0.5 mm; 而橡胶层作为非弹性体其弹性模量远小于金属层,当具有一定厚度时对半柔性结构的气囊工具头的使用影响不大[9],所以按照注塑气囊工具头橡胶层的工艺要求,大尺寸气囊工具头内、外层橡胶厚度分别至少为3和6 mm.最后选择厚度为80 mm的BK7玻璃为被加工对象; 4)根据平均压强一致性原则,所设计的大尺寸气囊工具头相适应的下压量应是球冠半径80 mm的4倍,所以按球冠半径80 mm气囊工具头实际加工常用0.63 mm的下压量,可设定大尺寸气囊头的相适应下压量约为2.5 mm,此时达到的平均压强应为0.350 MPa,其他详细材料参数、接触设置、结果的提取等同2.1节.当金属层厚度设为0.5 mm时,该气囊工具头球冠仿真得到的最大接触压强、平均压强和金属层最大应力分别为0.540,0.291和445.66 MPa,抛光正向力为1 460 N,金属层最大变形量为0.902 mm.由此可见:金属层厚度为0.5 mm的大尺寸气囊工具头的最大接触压强与平均压强均偏小,金属层的变形严重,导致所受应力较大,这将不利于气囊工具头的抛光效率与使用寿命.因此需要对气囊工具结构进行优化.
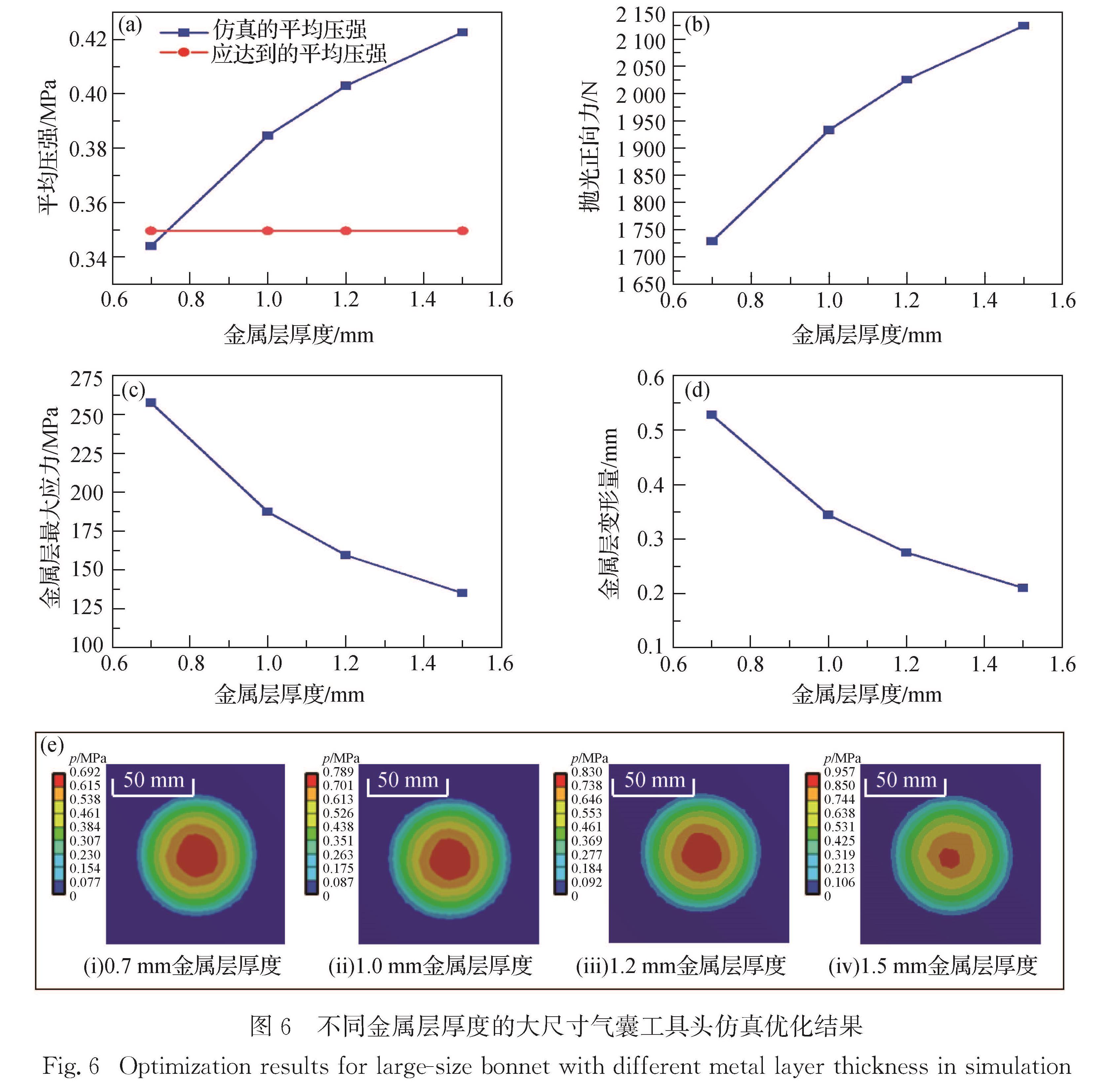
考虑到:一方面,在气囊工具头加工过程中,金属层所受的应力情况很大程度上决定了金属层的疲劳寿命,降低应力可延长气囊工具头的工作寿命; 另一方面,同样的气囊工具头参数设计下,降低应力需减小下压量,此时接触压强则会减小,这将导致加工效率受到影响.因此,需综合考虑这两方面的因素,在保证满足平均压强一致性原则的前提下,金属层所受的应力应尽可能小且不可超过材料的屈服强度,接触压强应尽可能大且分布规律.因此,基于平均压强一致性原则,以增厚金属层厚度的方式来优化气囊工具头球冠的刚度与强度,以常用的薄金属厚度0.7,1.0,1.2 及1.5 mm为优化参数,得到结果如图6所示.由图6(a)~(d)中金属层厚度与接触平均压强、抛光正向力、金属层变形量及所受最大应力结果曲线可得出金属层厚度为1.2和1.5 mm的结构受载时平均压强均达到0.350 MPa以上,此结构不仅获得的抛光正向力相对较大,且金属层受到的最大应力值和变形量也较小.由图6(e)各金属层厚度下接触压强分布情况来看,厚度为0.7,1.0和1.2 mm 3种结构的接触压强呈类高斯型,与球冠半径80 mm气囊工具头在0.6 mm下压量时相似,呈由中间逐渐向边缘匀滑变小的趋势,且接触区的直径可达球冠半径80 mm气囊工具头的4倍.其中,由于金属层厚度为1.5 mm的结构厚度较大,使得气囊工具的刚度较高而导致其贴合性有所下降,造成靠近抛光斑的中心点区域的最大压强分布较集中的结果,不利于控制抛光收敛,因此综合考虑选择金属层厚度为1.2 mm 的结构.
图6 不同金属层厚度的大尺寸气囊工具头仿真优化结果
Fig.6 Optimization results for large-size bonnet with different metal layer thickness in simulation
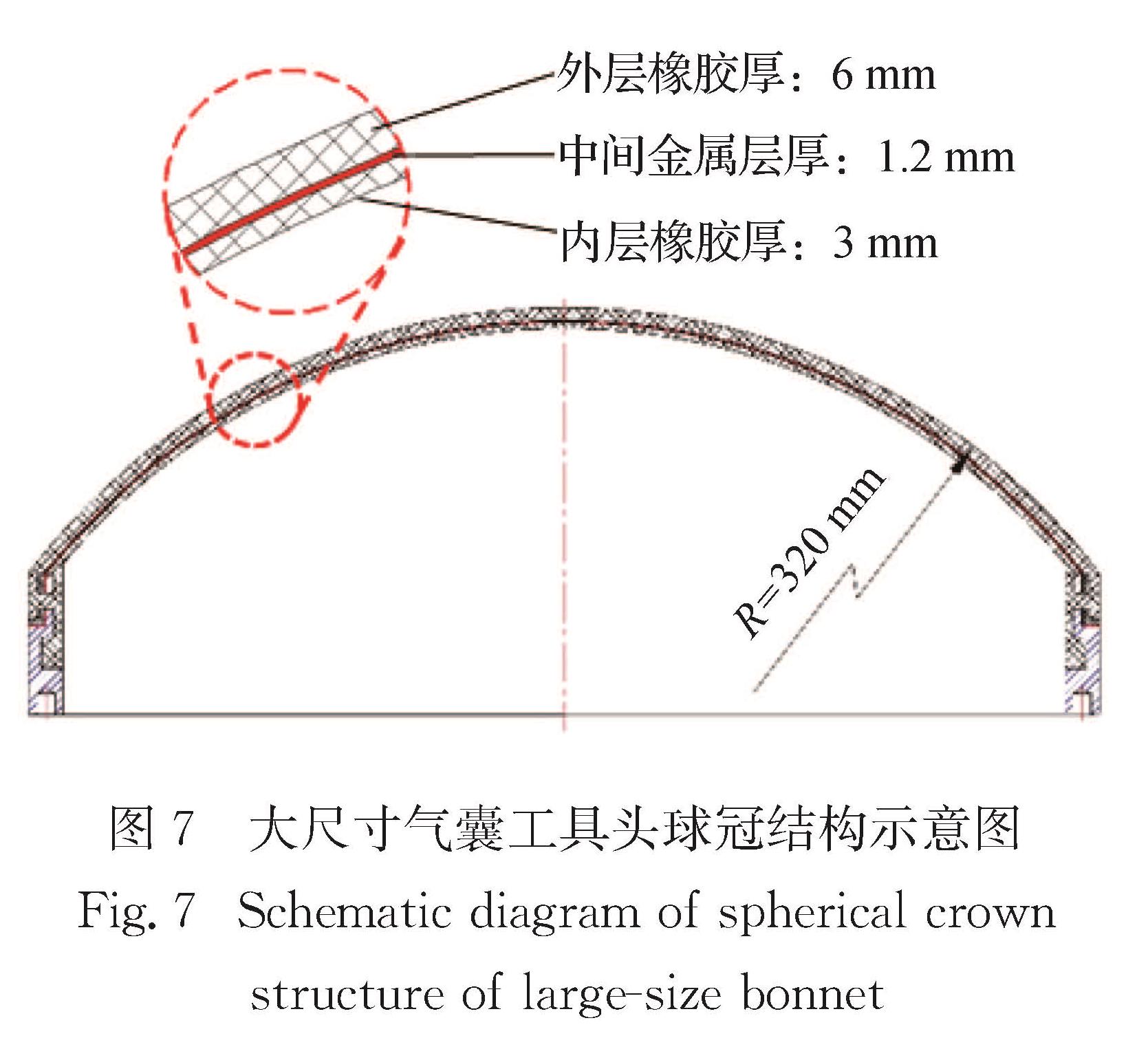
在优化设计得到的气囊工具头球冠部分的参数基础上,所设计的大尺寸气囊工具头结构示意图如图7所示.
图7 大尺寸气囊工具头球冠结构示意图
Fig.7 Schematic diagram of spherical crown structure of large-size bonnet
基于平均压强一致性原则,设计得到球冠半径为320 mm大尺寸气囊工具头的相适应下压量为2.4~3.2 mm时接触压强分布呈类高斯型.仿真分析得到,下压量为2.5 mm时其平均压强接近于球冠半径80 mm的气囊工具头在0.63 mm下压量时的平均压强,且接触区的面积大大提高,抛光接触区的半径达40 mm,约为球冠半径80 mm时的2.5倍,因此在气囊工具头转速不变的情况下可保证去除效率提高以适应1~2 m超大口径光学元件的加工.