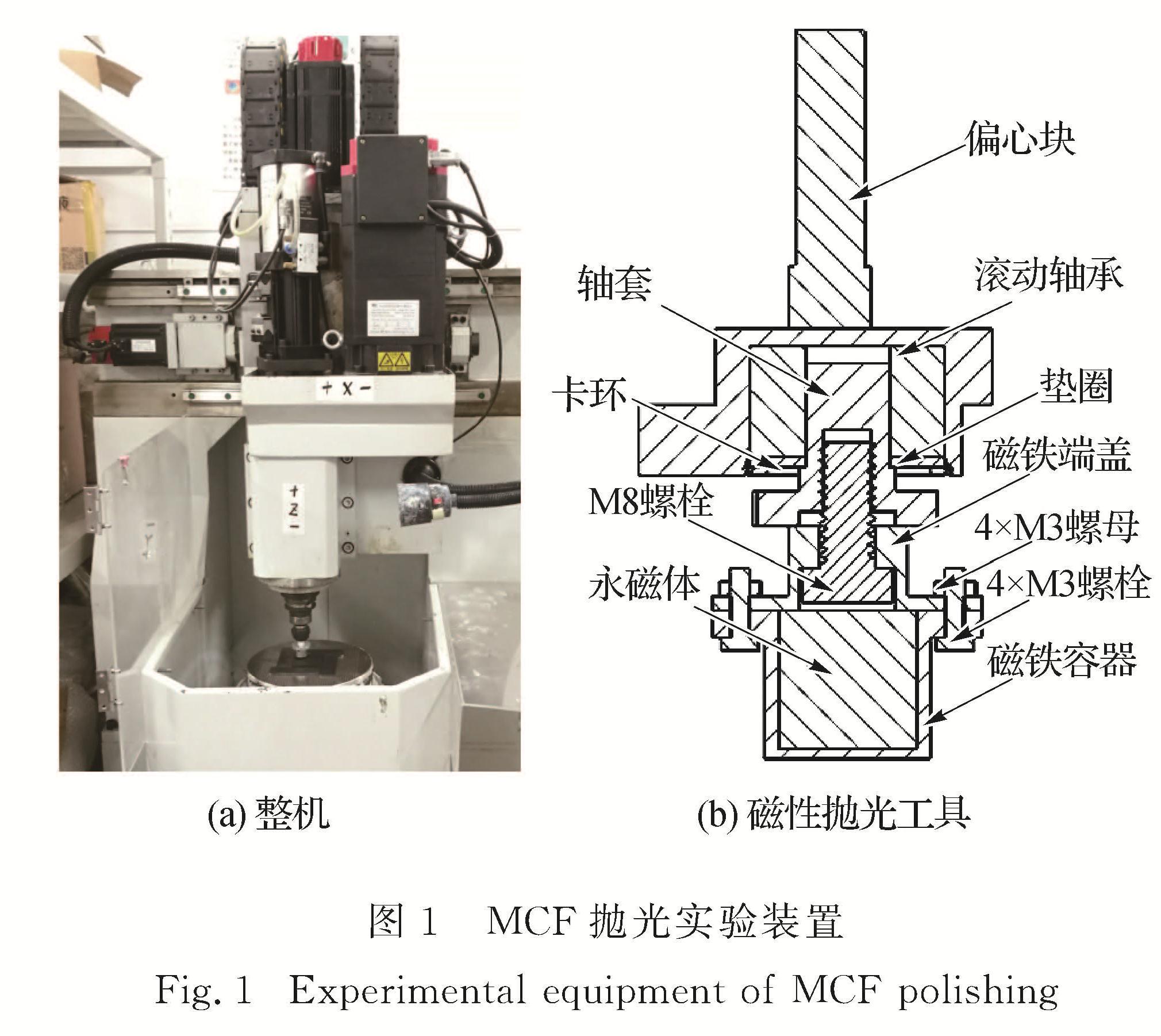
本研究中MCF抛光实验所使用的实验装置是4轴数控铣床,如图1(a)所示.该机床的主轴箱由立柱和横梁合成一体,分别由两个独立的滚珠丝杆和直线导轨支撑,能够实现上下和左右的移动,同时有单独的伺服电机驱动主轴旋转,整机由北京KND2000M4系统控制,能够实现四轴联动功能.实验采用的抛光工具如图1(b)所示,由11部分组成:偏心块、滚动轴承、轴套、垫圈、卡环、M8螺栓、磁铁端盖、永磁体、磁铁容器、M3螺栓、M3螺母.偏心块长杆部分通过刀柄与机床主轴连接,本研究采用牌号为N38的Nd-Fe-B 圆柱状永磁体(直径Φ 20 mm,厚度20 mm,剩磁感应强度1 210 mT,最大磁能积310 kJ/m3)用以吸附配制好的磁性抛光体.磁性抛光体由羰基铁粉、磁流变液、氧化铈抛光粉及α-纤维素按质量比62:28:7:3混合搅拌配制而成.抛光过程中,微结构工件装夹在数控抛光机床的工作台上,定量的抛光体吸附在装有永磁体的抛光工具下面,由机床主轴以转速n带动产生旋转运动,抛光工具下压使柔性的抛光体与工件接触,这样抛光体便与工件表面接触且相对运动,进而对工件表面产生切削作用,实现抛光.
为重点研究MCF抛光技术对3D微结构的抛光效果,本研究采用光敏树脂材料3D打印出来的微结构工件作为抛光对象,其具有黏度低、硬度低、韧性好的特点,非常适合用于柔性抛光研究; 而刚性抛光则容易破坏这种工件表面的三维微结构.3D打印微结构工件包含包体状微结构线性阵列工件、正三棱锥微结构线性阵列工件和半圆截面的圆环(简称半圆环)圆周阵列工件.包体状线性阵列工件每个包状体直径1.5 mm,高0.5 mm,相邻包状体间距2.5 mm,如图2(a)所示; 正三棱锥线性阵列工件每个正三棱锥底面边长1.5 mm,高0.5 mm,相邻正三棱锥间距2.0 mm,如图2(b)所示; 圆周阵列工件每个半圆环宽1.5 mm,高0.5 mm,相邻半圆环间距2.5 mm,如图2(c)所示.
图1 MCF抛光实验装置
Fig.1 Experimental equipment of MCF polishing
前两种线性阵列工件抛光方式为抛光体与工件接触后工具头沿微结构线性阵列方向水平移动式往返抛光,实验中主轴以转速n自转和固定进给速度v进行抛光行程10 mm,故抛光时间t由抛光次数决定(每往返抛光一次为20 min),实验检测位置为抛光行程中间位置的微结构; 半圆环圆周阵列工件抛光时抛光工具与工件偏心距离e=10 mm(工具头半径),主轴自转的同时以一定的进给速度绕工件圆心抛光一圈,抛光区域内每一点的抛光时间是从抛光体开始接触到抛光体离开的时间,实验观测位置为距离工件圆心8.75 mm的同一处圆环,可计算抛光时间为19.56 min.
实验条件如表1所示,由于微结构工件表面不是平面,工件表面上各点到工具头端面的距离不相同,实验对刀时以工具头刚好接触到工件表面的位置为基准点,故除实验Ⅳ外,其余实验中的加工间隙Δ均指工具头端面微结构轮廓最高点的距离.每次实验的
图2 3D打印微结构工件
Fig.2 The workpiece of 3D printed microstructure
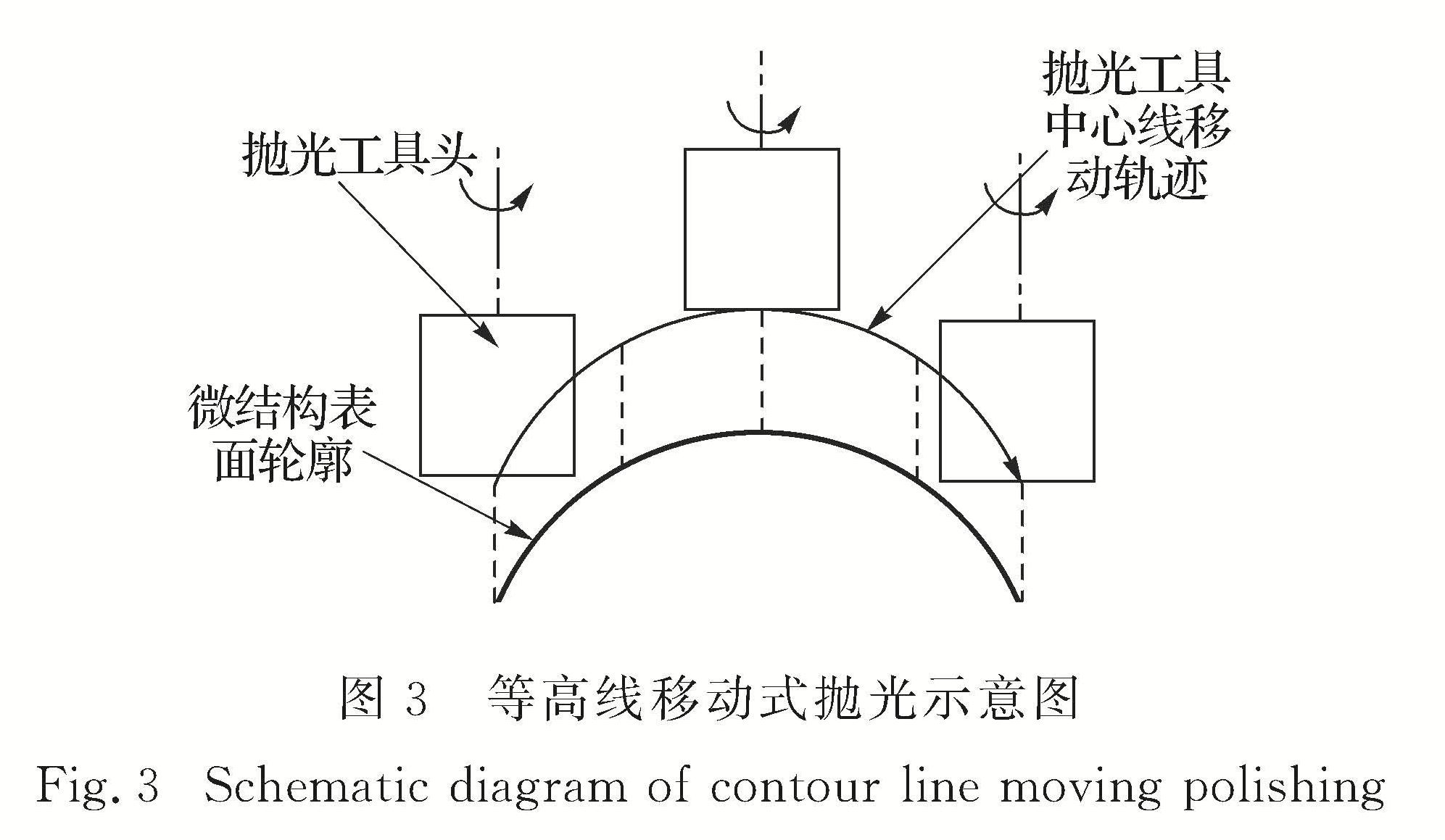
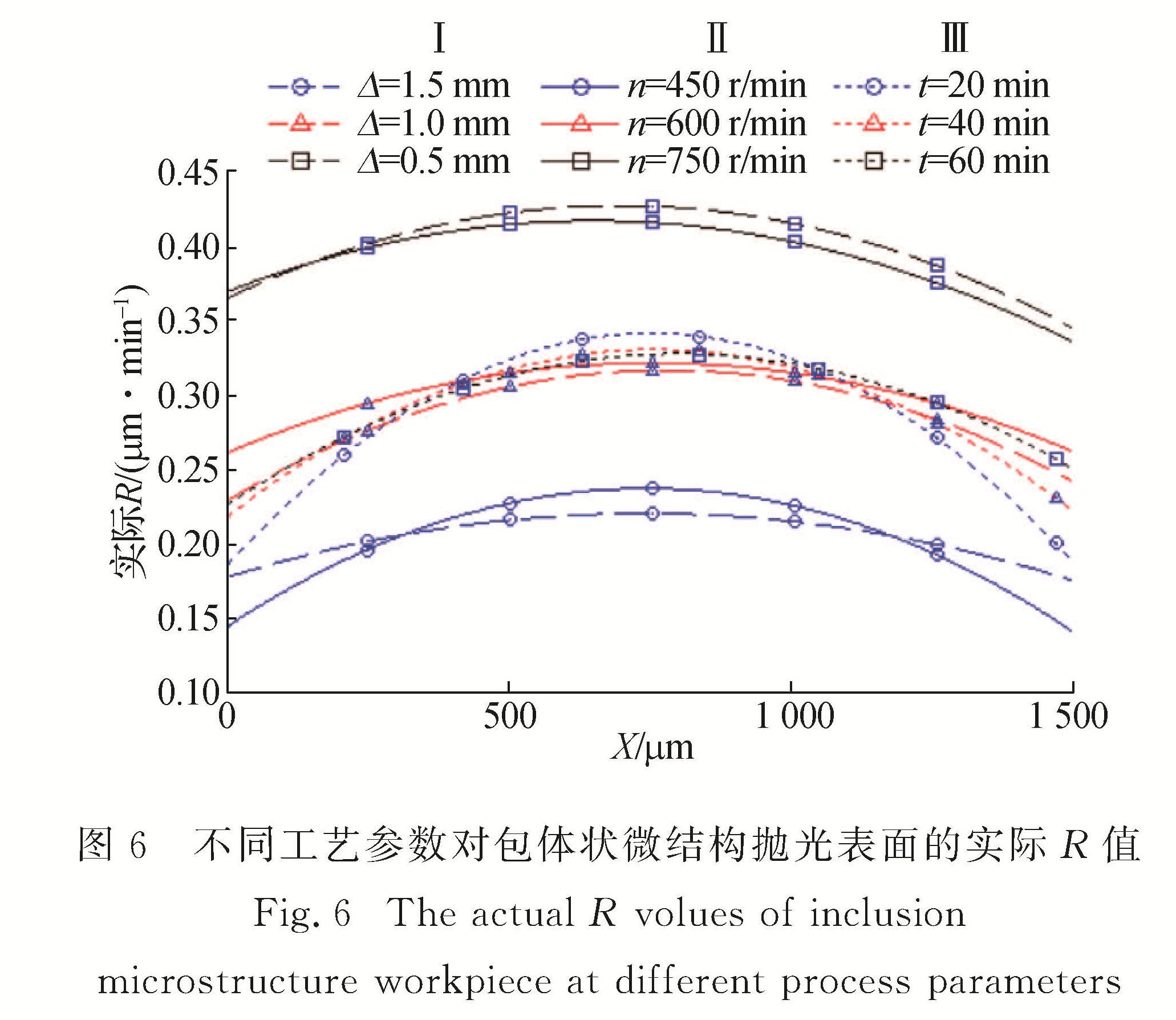
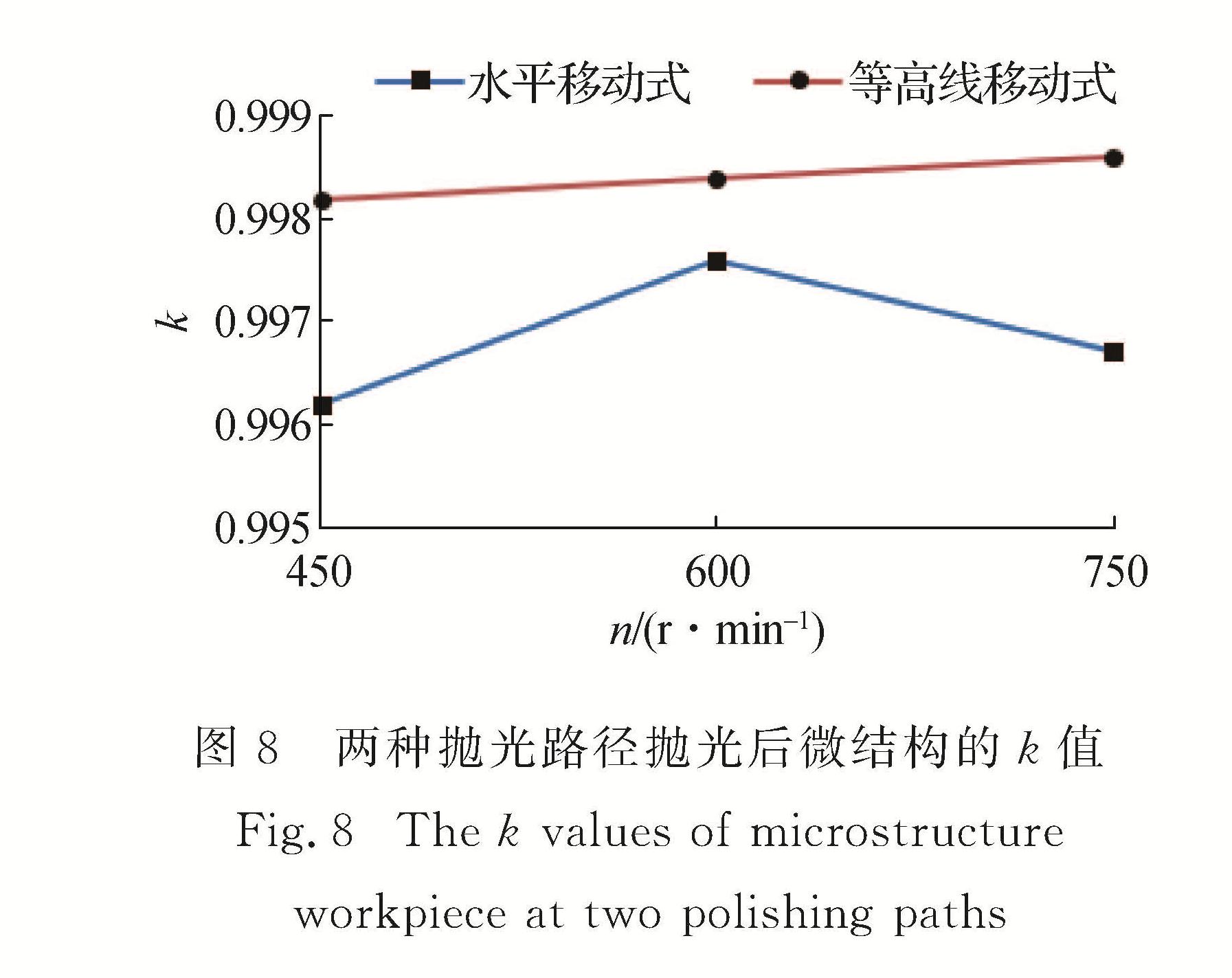
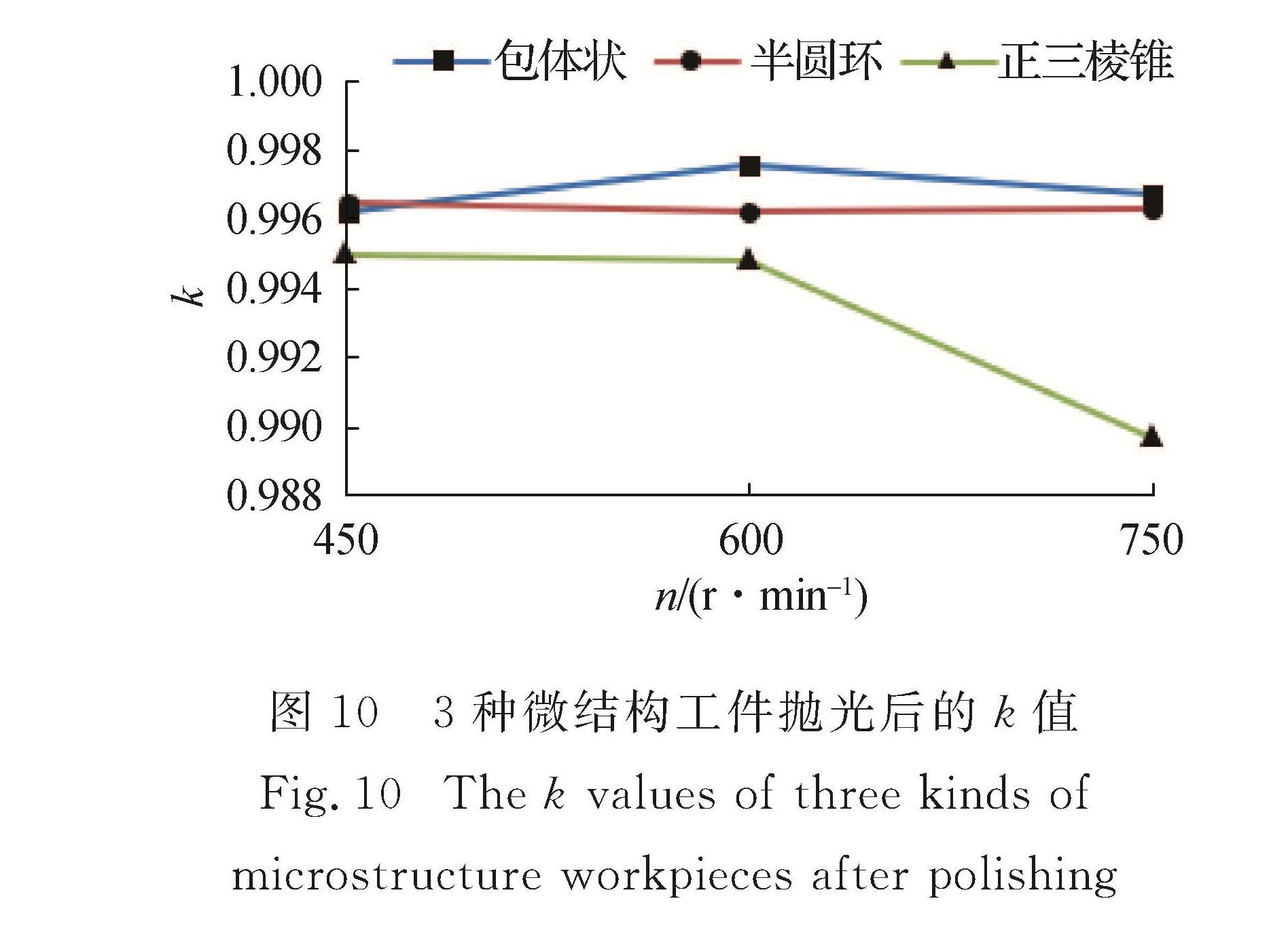
抛光体取量相同,各实验只改变当组实验要研究的工艺参数,其余参数保持不变.其中,实验Ⅰ、Ⅱ、Ⅲ为不同工艺参数下对包体状微结构的抛光效果研究,实验Ⅱ和Ⅳ为两种抛光路径对包体状微结构的抛光效果研究.由于采用MCF抛光时,若微结构轮廓上各点到工具头表面距离不相等,则所受到的压力也不相等,致使抛光后轮廓上各点的材料去除效率差别较大.若采用抛光工具头端面始终与微结构轮廓相切且保持一定距离的抛光路径,可以使工件轮廓上各点受到的压力相同,但由于实验条件限制,本实验工具头只能上下移动,故采用等高线移动抛光方式,即工具头移动时保持抛光工具头端面中心点到微结构轮廓的间隙不变(即表1中实验Ⅳ的Δ表示工具头端面中心到微结构轮廓的间隙),如图3所示; 实验Ⅱ、Ⅴ、Ⅵ研究了不同微结构的保形抛光,采用相同的工艺参数分别对3种微结构进行抛光实验.
表1 抛光工艺参数
Tab.1 Experimental parameters of polishing
图3 等高线移动式抛光示意图
Fig.3 Schematic diagram of contour line moving polishing
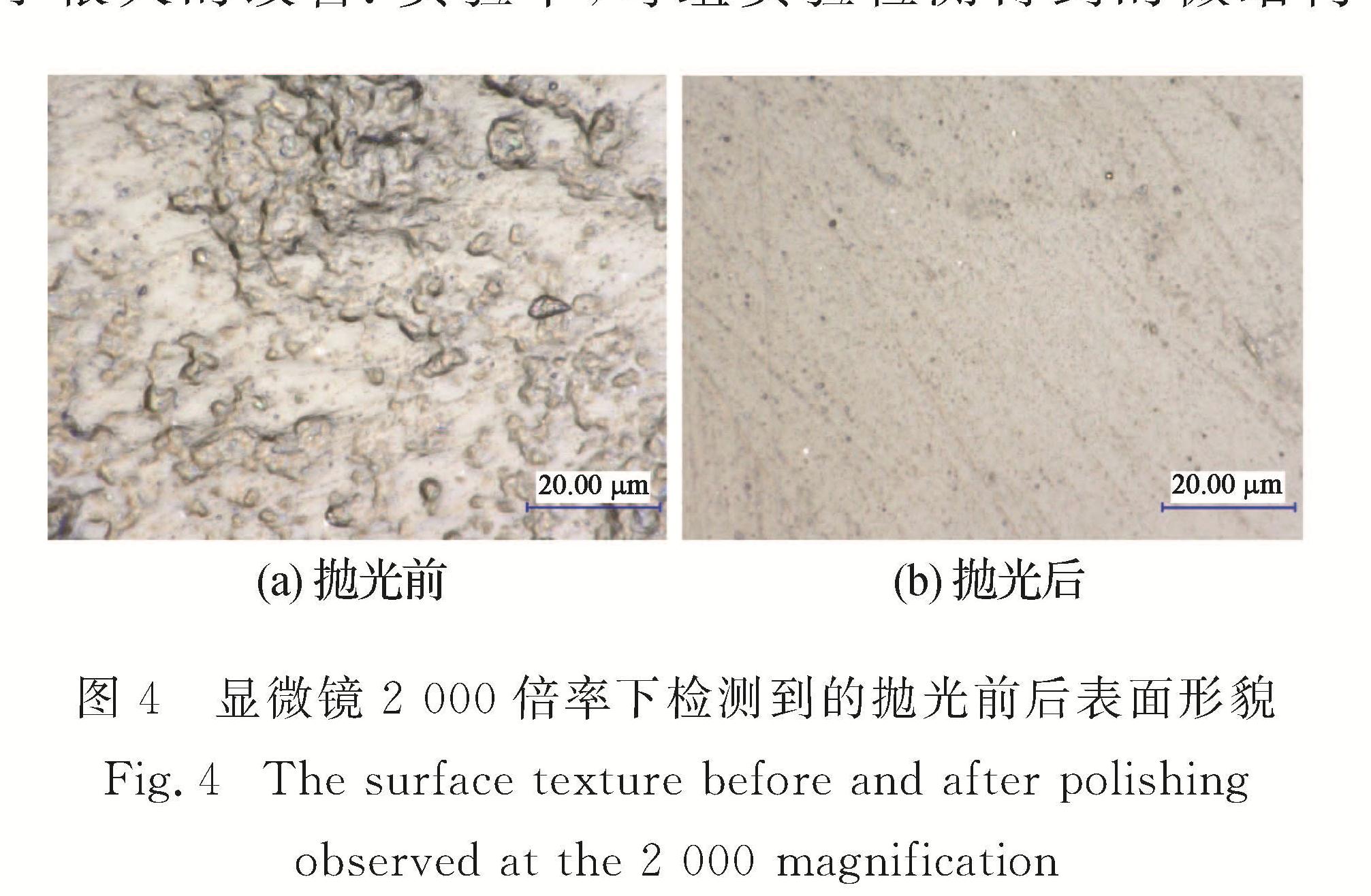
将抛光前后的微结构工件置于基恩士VHX-5000系列超景深三维显微系统下检测表面质量和微结构轮廓.抛光前后微结构表面形貌如
图4所示,显微镜2 000倍率下可以看出,经过抛光微结构表面质量得到了很大的改善.实验中,每组实验检测得到的微结构表面质
图4 显微镜2 000倍率下检测到的抛光前后表面形貌
Fig.4 The surface texture before and after polishing observed at the 2 000 magnification
量均得到了类似的结果.材料去除测量方法:通过在微结构工件上做标记保证每次检测的位置相同,在500倍率下通过图像拼接方式拍摄出微结构的三维形貌如
图5(a)所示,并画线得到微结构表面轮廓的高度值; 将每次检测得到的数据导入MATLAB软件进行多项式拟合,用拟合得到抛光后的轮廓减去抛光前的轮廓便可计算出抛光材料去除量,
图5 微结构的表面轮廓
Fig.5 The surface profile of microstructure
如
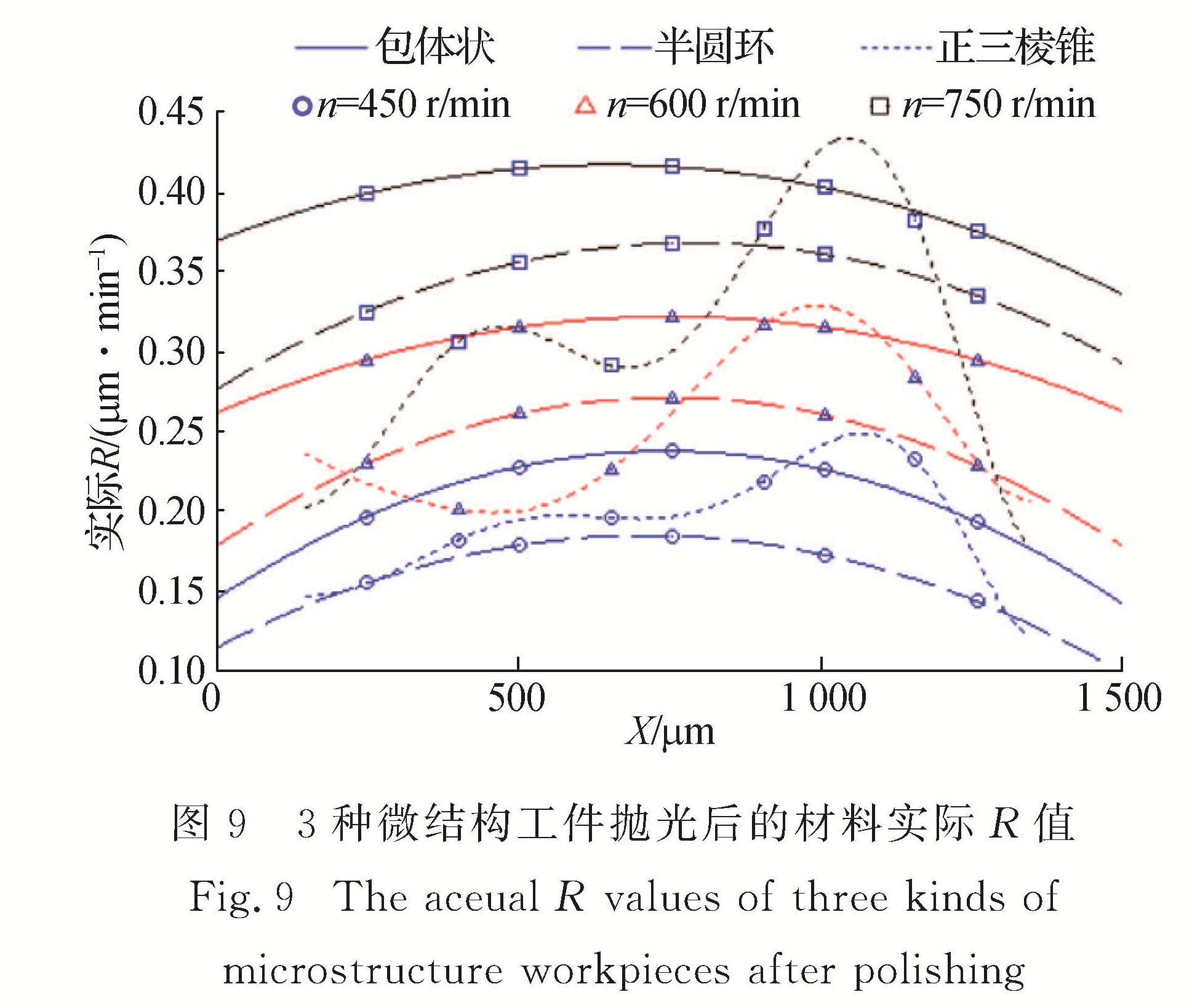
图5(b)所示; 进而可以计算出各组实验抛光后微结构工件表面的材料实际去除效率R.