图1中,CAM空间的机器人模型、工作台模型和刀具模型的坐标系分别为∑xbybzb、∑xnynzn和∑xtytzt. 作业空间的机器人、工作台和刀具的坐标系分别为∑XBYBZB、∑XNYNZN和∑XTYTZT.JT1是机器人模型与工作台模型的转换矩阵,JT2为机器人模型与刀具模型之间的转换矩阵,JT3是机器人模型末端第六轴坐标系到刀具模型坐标系的转换矩阵.作业空间中,J1是机器人与工作台之间的转换矩阵,J2是机器人与刀具之间的转换矩阵,J3是机器人末端第六轴坐标系到刀具坐标系的转换矩阵.
图1 CAM空间与作业空间的坐标系系统
Fig.1 Coordinate system of CAM space and work space
要建立CAM空间与作业空间的映射一致性,就是要保持两个空间中对应转换矩阵一致,即需要建立以下的关系
{JT1=J1,
JT2=J2,
JT3=J3,(1)
其中,J1、J2、J3、JT1、JT2、JT3为4×4的转换矩阵.假设开始标定前,CAM空间中工作台模型坐标系与机器人模型坐标系重合,作业空间中工作台坐标系与机器人坐标系重合,则
JT0=J0=[1 0 0 0
0 1 0 0
0 0 1 0
0 0 0 1],(2)
其中JT0和J0分别为开始标定时CAM空间与作业空间中机器人与工作台之间的转换矩阵.然而,在工作台实际安装时,并不与机器人坐标系重合,即J0和J1不相等,假设作业空间中机器人坐标系依次绕Z、Y和X轴旋转γ、β和α角,再依次沿X、Y、Z轴平移pX、pY、pZ距离得到工作台坐标系,则
J1=J0·R(Z,γ)·R(Y,β)·R(X,α)·T(X,px)·T(Y,py)·T(Z,pz),(3)
其中,R(Z,γ)·R(Y,β)·R(X,α)是绕Z、Y、X轴旋转α、β、γ角度的4×4阶位姿坐标转换矩阵,T(X,px)、T(Y,py)、T(Z,pz)是沿X、Y、Z轴平移px、py、pz距离的4×4阶位姿坐标转换矩阵.
欲使CAM空间中工作台模型的位姿与作业空间中的工作台位姿一致,需要对工作台模型的初始坐标系进行旋转和平移.将式(1)和(2)代入式(3)得
JT1=JT0·R(Z,γ)·R(Y,β)·
R(X,α)·T(X,px)·T(Y,py)·T(Z,pz).(4)
式(4)表明,只要在CAM空间中实现与作业空间中的相同变换,就可以建立2个空间的映射一致性.本质上,CAM空间和作业空间中的同一对象具有位姿调整的可互换性.当工作台安装到作业空间中时,只要测得工作台相对机器人的转换矩阵,就可以利用该矩阵调整工作台模型相对机器人模型的位姿.相反,也可以通过测量工作台模型与机器人模型之间的转换矩阵,然后利用该矩阵调整作业空间中的工作台位姿.与调整模型相比,调整实际对象要困难得多,也无法保证映射一致性建立的精度.由于2个空间中的对象位姿调整具有互换性,下文中,将利用对象模型与对象的位姿误差表示对象模型的位姿误差.
对于机器人末端的刀具,由于存在电主轴连接块的制造和安装误差以及刀具的安装误差,使得J3不等于JT3,导致刀具末端的工具中心点(tool center point,TCP)坐标系产生偏移.在变姿态加工时,不精确的TCP将产生轨迹误差.由于刀具安装在机器人末端,无法直接利用机器人测量J3转换矩阵.在测量J1时,首先在机器人末端安装标定探针,以机器人为基准,标定工作台的位姿.然后,再在机器人末端安装刀具,以标定后的工作台为第二基准,测量机器人第六轴坐标系与刀具坐标系间的转换矩阵J3,即
06T=J1·J-13,(5)
其中,06T是机器人基坐标系到第六轴坐标系的转换矩阵.
J-13=R(Z,γ1)·R(Y,β1)·R(X,α1)·
T(X,px1)·T(Y,py1)·T(Z,pz1),(6)
其中,R(X,α1)、R(Y,β1)、R(Z,γ1)是绕X、Y、Z轴旋转α1、β1、γ1角度的4×4阶位姿坐标转换矩阵,T(X,px1)、T(Y,py1)、T(Z,pz1)为沿X、Y、Z轴平移px1、py1、pz1距离的4×4阶位姿坐标转换矩阵.
需要注意的是,为了便于刀具模型的调整,需要对刀具(即工作台)相对机器人的第六轴坐标系∑X6Y6Z6进行变换,依据式(5),可以得到刀具相对第六轴的转换矩阵
J3=06T -1·J1,(7)
求出J3后,就可以对刀具模型进行旋转与平移变换,使得JT3=J3.
当机器人末端刀具标定完成后,就可以利用末端刀具测量作业空间中的点,求取对象的位姿,测量的空间点坐标为
[X
Y
Z
1]=06T·J3·[0
0
0
1],(8)
其中,(X,Y,Z)是空间点的坐标.
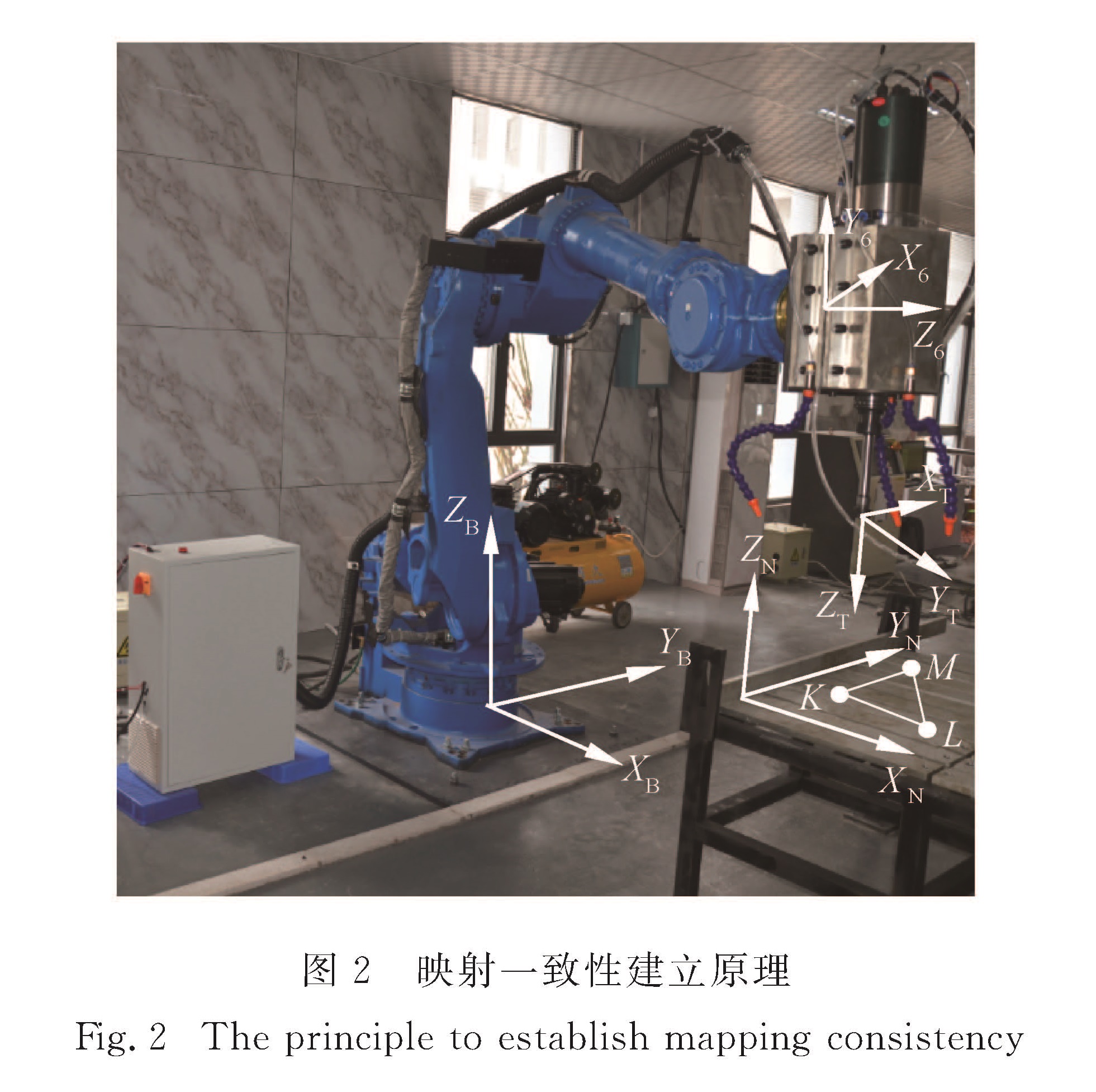
为了便于建立2个空间的映射一致性,将标定对象的姿态和位置分开进行求解.假设已知标定对象上的3个点K、L、M的坐标向量为pK、pL、pM,并且这3个点组成一个直角三角形,见图2所示,则可以依据这3个点求得3点所在特征面的姿态,即
图2 映射一致性建立原理
Fig.2 The principle to establish mapping consistency
n=(pL-pK)/(|pL-pK|),(9)
a=((pL-pK)×(pM-pK))/(|(pL-pK)×(pM-pK)|),(10)
o=n×a,(11)
这样,可以得到
BOR=[n o a]T,(12)
其中,BOR是作业空间标定对象上的特征面坐标系相对机器人基坐标系的姿态,为3×3的旋转矩阵.
映射一致性建立过程为:在标定对象的模型上取3个点,这3个点组成直角三角形.同时,在标定对象上的相同位置取3个点.在CAM空间中,设置标定对象模型上的3个点为机器人轨迹点,机器人运行映射到作业空间的轨迹点后,如果机器人的末端刀具顶点与作业空间中对应的3个点位置误差小于设定值,则映射一致性建立完成.如果机器人的末端刀具顶点与作业空间中的对应3个点位置误差大于设定值,则利用模型上的3个点求取CAM空间中标定对象特征面的姿态boR,同时,利用机器人测量作业空间中的对应3个点,求取作业空间中标定对象特征面的姿态BOR,利用求取的姿态建立以下的方程
BOR=boR·R'(Z,Δ γ2)·R'(Y,Δ β2)·R'(X,Δ α2),(13)
其中,R'(X,Δ α2),R'(Y,Δ β2),R'(Z,Δ γ2)是绕X、Y、Z轴旋转Δα2、Δβ2、Δγ2角的姿态坐标转换矩阵.
对于位置标定,建立以下的方程
[I pb
0 1]·T(x,Δ xb)·T(y,Δ yb)·T(z,Δ zb)·
[0 0 0 1]T=[I pB
0 1]·[0 0 0 1]T.(14)
式中:I是3×3单位阵; pb是CAM空间中标定对象上的点坐标,pB是作业空间中同一位置点的坐标,为3×1的列向量; Δxb、Δyb、Δzb是沿CAM空间中的特征面坐标系形成的相对坐标系坐标轴的平移距离.在旋转和平移对象模型时,机器人轨迹随模型一起旋转和平移.让机器人再次运行调整位姿后的轨迹点,再次判断机器人末端刀具的顶点与作业空间中的3个点位置误差是否大于设定值,如果轨迹误差大于设定值,则重复上述标定过程,如果轨迹误差小于设定值,则标定结束.
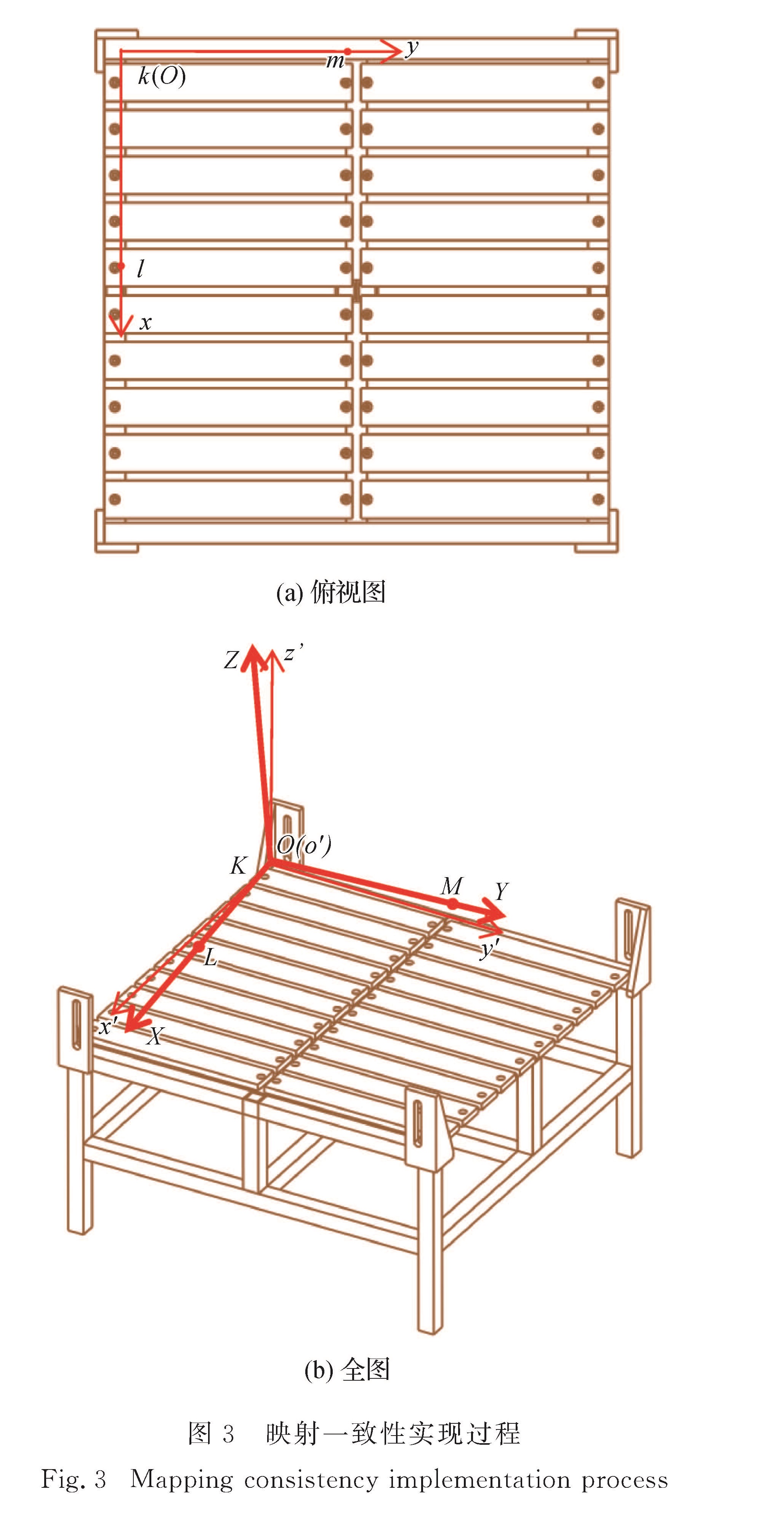
映射一致性本质是求取仿真空间中机器人模型相对作业对象模型的转换矩阵以及作业空间中机器人相对作业对象的转换矩阵,并使这2个对应矩阵相等.例如,在工作台模型上沿两个直角边分别设置x、y坐标轴,并在这2个坐标轴上分别取1个点,从而和∑xyz坐标系的原点构成直角三角形的3个顶点.如果将这3个点映射到作业空间形成轨迹点,机器人运行轨迹点后,其运行轨迹平行于工作台直角边,则工作台模型和工作台之间的姿态一致,而如果运行轨迹不平行于工作台直角边,则需要调整工作台模型的姿态,重新映射轨迹点,直至运行的轨迹平行于工作台直角边.为了便于问题的说明,图3中,在作业空间的工作台上设置参考坐标系∑x'y'z',其与工作台模型上设置的坐标系∑xyz位姿一致.在仿真空间的模型上取3个点k、l、m,向量pk l与工作台模型坐标系x轴重合,向量pk m与工作台模型坐标系y轴重合.将该3点映射到作业空间形成轨迹点K、L、M,向量PKL与作业空间中X轴重合,向量PKM与作业空间中Y轴重合,如果∑XYZ与参考坐标系∑x'y'z'重合,则完成映射一致性建立,否则调整工作台模型姿态.运行轨迹点后,经测量计算,调整仿真空间工作台,使其绕自身z轴旋转3°.再次将调整后的k、l、m点映射到作业空间,并运行映射的轨迹点,此
图3 映射一致性实现过程
Fig.3 Mapping consistency implementation process
时参考坐标系的y'轴处于作业空间坐标系的YOZ面内.z轴调整后,再绕y轴旋转2.3°,第3次将调整后的k、l、m点映射到作业空间,并运行映射的轨迹点,此时,参考坐标系的x'轴与作业空间X轴重合.y轴调整后,绕x轴旋转3.5°时,第4次将调整后的k、l、m点映射到作业空间,并运行映射的轨迹点,此时2个坐标系完全重合.实际上,每次调整时存在测量误差,需要重复以上调整过程.再次绕z、y、x轴旋转0.75°、0.36°、0.48°后,2个坐标系间的姿态误差均小于设定值0.02°,至此,工作台姿态调整结束.在标定好姿态的工作台模型上取1个特征点,映射到作业空间中,形成轨迹点,让机器人运行该轨迹点,测量实际轨迹点和理论轨迹点间的位置偏差,即沿工作台坐标轴X、Y、Z的偏差分别为5,-2.5 和3 mm.在仿真空间中,分别沿x、y、z轴移动-5,2.5,-3 mm.再次将调整后的特征点映射到作业空间中,形成轨迹点,让机器人运行该轨迹点,测量实际轨迹点和理论轨迹点间的位置偏差均小于设定值0.2 mm.至此,建立了仿真空间工作台模型与作业空间工作台之间的映射一致性.
姿态转换矩阵以第1次调整为例,由于绕相对坐标系旋转,故旋转矩阵按z、y、x顺序右乘,设绕仿真空间坐标轴z、y、x旋转角度分别为γ、β和α,则由式(13)得:
BOR=boR·[cos γ -sin γ 0
sin γ cos γ 0
0 0 1 ]·[cos β 0 sin β
0 1 0
-sin β 0 cos β ]·
[ 1 0 0
0 cos α -sin α
0 sin α cos α],(15)
其中γ、β和α分别为3.5°、2.3°、3°.
由式(14)得位置转换矩阵为:
[I pb
0 1]·[1 0 0 Δ xb
0 1 0 Δ yb
0 0 1 Δ zb
0 0 0 1]·[0 0 0 1]T=
[I pB
0 1]·[0 0 0 1]T,(16)
其中Δ xb、Δ yb、Δ zb分别为-5,2.5和-3 mm.